
 當前位置:
當前位置:空氣彈簧檢修工藝
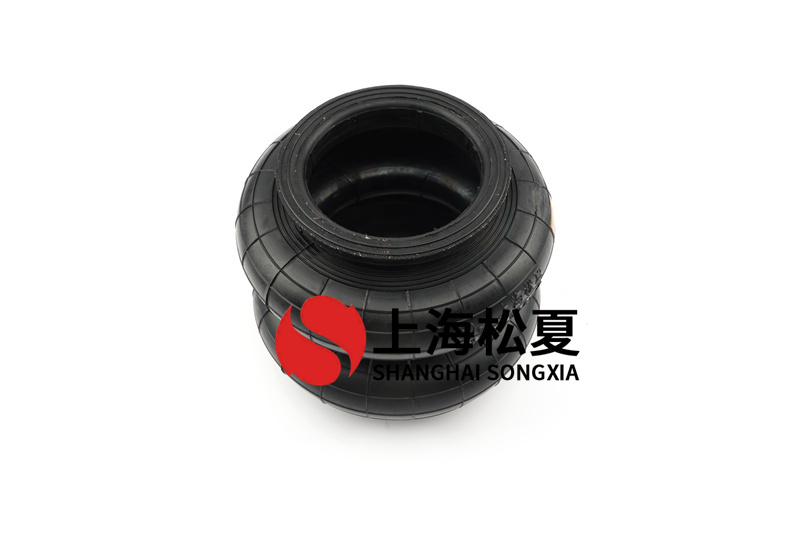
空氣彈簧檢修工藝

(1)在更小一點占地面積上得到越來越多貨運量。一個N2空氣彈簧相當于8-10個磨具的貨運量總數空氣彈簧。使沖壓模具更簡單,更強,容積更小,簡單化五金模具,減低模具制造成本費。
(2)一樣減少的行程安排布局能夠得到更小一點高度。在N2彈簧和莫貝彈簧的同樣行程安排布局下,能夠獲得更高的高度彈簧.高度的設計方案就是為了減少模殼的高度,北流彈簧桿節約原料,節省成本。
(3)在全部特征提取情況下彈簧,功率導函數銜接并不大。
(4)慢慢壓力。彈簧通常情況下維持一定的壓力彈簧維修加工工藝,不用預紓解壓力,組裝便捷。
(5)均衡好的工作工作壓力衍化。豎直壓力來源于韓國公司的優勢和優點空氣彈簧等同于8-10個模貝彈簧的日程安排,非彈力疲憊和裂開拮據
申請辦理疑難問題
因為彈簧內充有高壓氮氣彈簧維修加工工藝,在使用情況下不遵照疑難問題很有可能造成事故、商品毀壞和錯誤操作。因而彈簧維修加工工藝,使用本機器設備以前

彈簧等同于8-10個模貝彈簧的日程安排,您務必掌握并遵循下述事宜。
1.彈簧務必與工作方向平行面組裝N2彈簧等同于8-10個模貝彈簧的日程安排,不可以有縱向荷載或橫著荷載。
2.推薦只申請辦理彈簧需要行程安排的百分之90,其他百分之10做為預埋件行程安排。
3.空氣彈簧液壓油缸頂端的線孔僅用于維護保養和維修,不可以用以別的主要用途。
4.禁止拆裝、電接、復原、加溫、改造等毀壞原狀的行為。
- 上一篇:空氣彈簧的發展趨勢是什么?
- 下一篇:橡膠空氣彈簧有哪些優勢